Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ГОСТ 21495-76
|
|
«Правило шести точек»: чтобы придать детали вполне определенное положение в приспособлении, необходимо и достаточно иметь шесть опорных точек, лишающих деталь всех шести степеней свободы.
Деталь будет устанавливаться в приспособление на призмы с упором в торец с прижимом сверху.
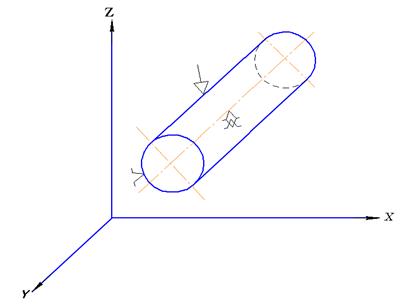
Рис.1.2 Схема базирования
Призмы забирают четыре степени свободы и по одной- упор в торец и верхний прижим. Таким образом, «правило шести точек» выполняется.
 1.5 Расчет погрешности базирования
1.5 Расчет погрешности базирования
Схема установки определяется величиной погрешности базирования  , которая не должна превышать половины допуска на размер базирования. Погрешность базирования рассчитывается:
, которая не должна превышать половины допуска на размер базирования. Погрешность базирования рассчитывается:
 , (1.1)
, (1.1)
где Td - допуск диаметра, которым вал базируется на призму.
Так как фрезерная операция производится после токарной, где диаметр точиться с припуском под шлифовку, то диаметр в месте базирования Ø 25  ,
,
 - половина рабочего угла призмы, Т.к. рабочий угол стандартной призмы составляет 90°, =45°.
- половина рабочего угла призмы, Т.к. рабочий угол стандартной призмы составляет 90°, =45°.
Из того, что меньше 0, 05мм мы можем применить вертикальную схему обработки на шпоночно – фрезерном станке.
 1.6 Расчет усилий зажима
1.6 Расчет усилий зажима
|
|