Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Статистические и кинематические геометрические параметры рабочей части инструмента.
|
|
Статическая система координат – прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания.
Кинематическая система координат – прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости результирующего движения резания.
Геометрические параметры (углы) режущего инструмента рассматриваются в этих системах координат. В статической – как геометрические параметры твердого тела – неподвижного предмета, в кинематической – как углы работающего инструмента в процессе резания. На рис.3.2. показаны токарный резец в проекции на основную плоскость 1, сечения его в главной секущей плоскости 2, в рабочей плоскости 3 и вспомогательной секущей плоскости 4, вид резца со стороны главной задней поверхности 5 и следы координатных и секущих плоскостей.
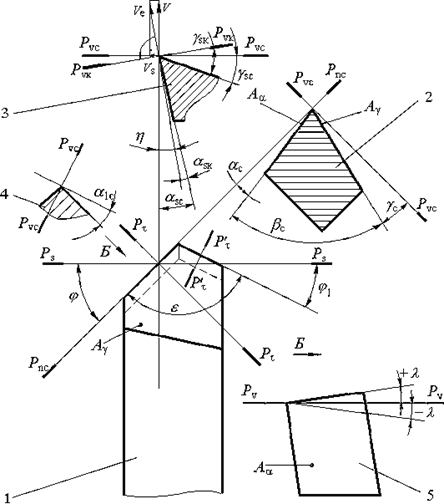
Pvc – след основной плоскости, Pnc – след плоскости резания, Ps — след рабочей плоскости,  – след главной секущей плоскости.
– след главной секущей плоскости.
Рис. 3.2. Геометрические параметры режущей части резца в статической системе координат.
Основной плоскостью P v называется координатная плоскость, проходящая перпендикулярно направлению главного движения (вектору скорости резания). Для случая токарной обработки она параллельна продольной и поперечной подачам и параллельна опорной поверхности (основанию) призматической зажимной части резца.
Плоскостью резания P n называется координатная плоскость, проходящая через главную режущую кромку перпендикулярно основной плоскости.
Плоскость, проходящая через главную режущую кромку перпендикулярно основной плоскости и параллельно направлению движения подачи, называется рабочей плоскостью P s.
Геометрические параметры режущего инструмента рассматриваются в плане, то есть в проекции на основную плоскость, и в секущих плоскостях: главной секущей плоскости, нормальной секущей плоскости, в рабочей плоскости и в других вспомогательных секущих плоскостях.
Нормальной секущей плоскостью Pn называется секущая плоскость, проходящая перпендикулярно (нормально) режущей кромке в рассматриваемой точке.
Главной секущей плоскостью называется координатная плоскость, перпендикулярная линии пересечения основной плоскости с плоскостью резания и проходящая через главную режущую кромку.
В плане, то есть в проекции на основную плоскость, рассматриваются следующие углы: главный угол в плане  , угол при вершине в плане
, угол при вершине в плане  , вспомогательный угол в плане
, вспомогательный угол в плане  . Эти углы связаны между собой зависимостью:
. Эти углы связаны между собой зависимостью:
 .
.
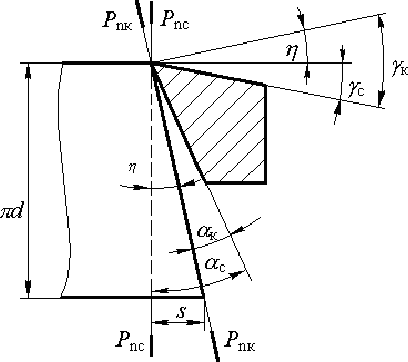
Рис. 3.3. Статические и кинематические углы резца и зависимость их от подачи и диаметра обрабатываемой поверхности
В главной секущей плоскости рассматриваются углы: главный задний  , передний угол
, передний угол  и угол заострения
и угол заострения  . Во вспомогательной секущей плоскости
. Во вспомогательной секущей плоскости  рассматривается и измеряется только один угол – вспомогательный задний угол
рассматривается и измеряется только один угол – вспомогательный задний угол  . В плоскости резания измеряется угол наклона главной режущей кромки
. В плоскости резания измеряется угол наклона главной режущей кромки  .
.
Сумма углов резца в главной секущей плоскости равна 90 градусам:
 .
.
Кроме рассмотрения углов резца в статической системе координат как углов какого-то геометрического тела (или углов резца в статике) следует рассматривать углы резца в движении, в кинематической системе координат. В результате сложения главного движения с движением подачи при резании изменяется величина углов режущего инструмента, приданных ему при заточке.
Углы в статической системе координат называются статическими углами, углы в кинематической системе координат – кинематическими. Величина кинематических углов отличается от величины статических на величину кинематического угла скорости резания  , угла между векторами скорости резания v и скорости результирующего движения v е. Из рис.3.2. видно, что при резании задний угол уменьшается, а передний увеличивается на величину угла скорости резания. Величина этого кинематического угла легко определяется из схемы на рис.3.3., где резец условно показан в контакте с разверткой обрабатываемой торцевой поверхности на цилиндрической заготовке. Здесь видно, что:
, угла между векторами скорости резания v и скорости результирующего движения v е. Из рис.3.2. видно, что при резании задний угол уменьшается, а передний увеличивается на величину угла скорости резания. Величина этого кинематического угла легко определяется из схемы на рис.3.3., где резец условно показан в контакте с разверткой обрабатываемой торцевой поверхности на цилиндрической заготовке. Здесь видно, что:
 ;
;
 ;
; 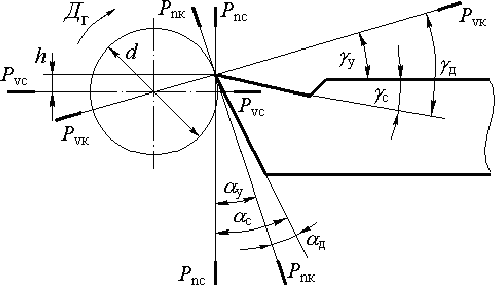
Рис. 3.4. Зависимость величины переднего и заднего углов от установки резца.
 ;
;
 ,
,
где d – диаметр обрабатываемой поверхности, мм; s – величина подачи, мм/об.
Действительная величина углов резца зависит также от установки его относительно оси центров токарного станка. Зависимость эта поясняется схемой на рис. 3.4. Из схемы видно, что действительная величина переднего и заднего углов ( и
и  ) изменяется на величину угла установки
) изменяется на величину угла установки  . Его величина определяется из соотношения
. Его величина определяется из соотношения
 ;
;
где d – диаметр обрабатываемой детали, мм; h – высота смещения вершины резца, мм.
Величина угла  равняется величине угла:
равняется величине угла:
 ;
;
Действительные углы:
 ,
,
 ;
;
На представленных выше рисунках показаны упрощенные схемы расчета действительных углов. В обычных, не упрощенных случаях величины углов находятся в более сложной зависимости. Из приведенных данных видно, что изменение углов инструмента при резании тем больше, чем меньше диаметр обрабатываемого изделия и больше подача. При установке резца выше центра задний угол уменьшается, а передний – увеличивается. При установке резца ниже центра увеличивается задний угол и уменьшается передний.
|
|